特種鋼西南地區一級代理
鋼鐵一站式大型供應廠商
銷售服務熱線
400-999-1309

特種鋼西南地區一級代理
鋼鐵一站式大型供應廠商
銷售服務熱線
400-999-1309

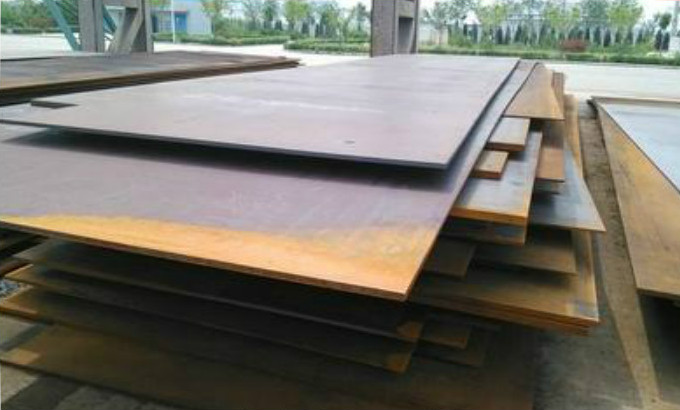
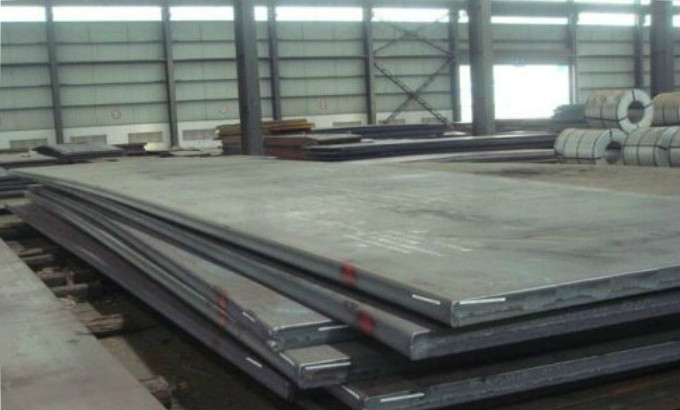
在對鋼板進行焊接時,要根據被焊構件的材質,牌號,化學成分,焊件結構類型,焊接性能要求來確定。并且,要確定焊接 方法,而常用的焊接方法主要有手弧焊,埋弧焊,熔化及氣體保護焊等等,焊接方法的種類非常多,只能根據具體情況選擇。那么,成都z向鋼板的焊接工藝是什么呢。
1、接頭的準備。采用自動或半自動方法切割的母材的邊緣應是光滑和無影響焊接的割痕缺口;切割邊緣的粗糙度應符合規定。被焊接頭區域附近的母材應無油脂,鐵銹,氧化皮及其它外來物。

2、定位焊。定位焊焊縫所采用的焊接材料及焊接工藝要求應與正式焊縫的要求相同。定位焊焊縫的焊接應避免在焊縫的起始,結束和拐角處施焊,弧坑應填滿,嚴禁在焊接區以外的母材上引弧和熄弧。定位焊的焊腳尺寸不應大于焊縫設計尺寸的三分之二,且不大于8mm,但不應小于4mm。定位焊焊縫有裂紋,氣孔,夾渣等缺陷時,必須清除后重新焊接。隨后再進行埋弧焊時,弧坑,氣孔可不必清除。
3、焊縫清理及處理。多層和多道焊時,在焊接過程中應嚴格清除焊道或焊層間的焊渣,夾渣,氧化物等,可采用砂輪,鑿子及鋼絲刷等工具進行清理。從接頭的兩側進行焊接完全焊透的對接焊縫時,在反面開始焊接之前,應采用適當的方法清理根部至正面完整焊縫金屬為止,清理部分的深度不得大于該部分的寬度。
對z向鋼板焊接的過程中,要盡可能采用平焊位置進行焊接。平焊增加構件翻轉次數,影響鋼構件的加工周期。z向鋼板為防止出現裂紋采取加熱預熱后,在焊接過程中應注意的一個重要問題,就是焊縫層間溫度控制措施。如果層間溫度不控制,焊縫區域會出現多次熱應變,造成的殘余應力對焊縫質量不利,因此在焊接過程中,層間溫度必須嚴格控制。
到這里有關成都z向鋼板的焊接工藝的相關信息小編就說完了,如有不清楚的地方,請關注我司官網,小編將持續為你大家分享更多有關z向鋼板的信息。

 當前位置:
當前位置:

 熱門推薦
熱門推薦